Boiler Tube Rolling Procedure

How To Expand Bead And Re Roll Boiler Tubes In One Seamless Operation Youtube

How To Cut Boiler Tubes In Less Than 10 Seconds Youtube

Pin On Nickel Based Alloy Tube

Boiler Retubing Boiler Tube Replacement

Pin On Anand Seamless Tubes

Fitting Boiler Tubes To Ab 608 Youtube

Of the tube against a fixed container.
Boiler tube rolling procedure.

Boiler Repair How To Replace And Maintenance Tube Welding Step By Step Youtube

Boiler Tubes Boiler Steel Tubes Boiler Steel Pipe

Astm A178 Welded Boiler Tube
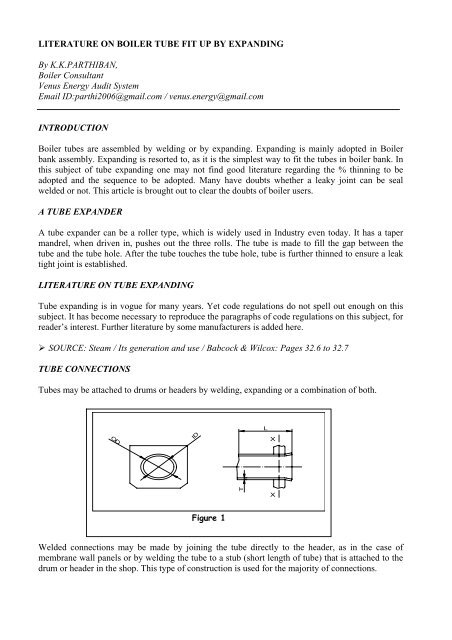
Literature On Boiler Tube Fit Up By Expanding

Stopping Corrosion In Boiler Tube Bundles
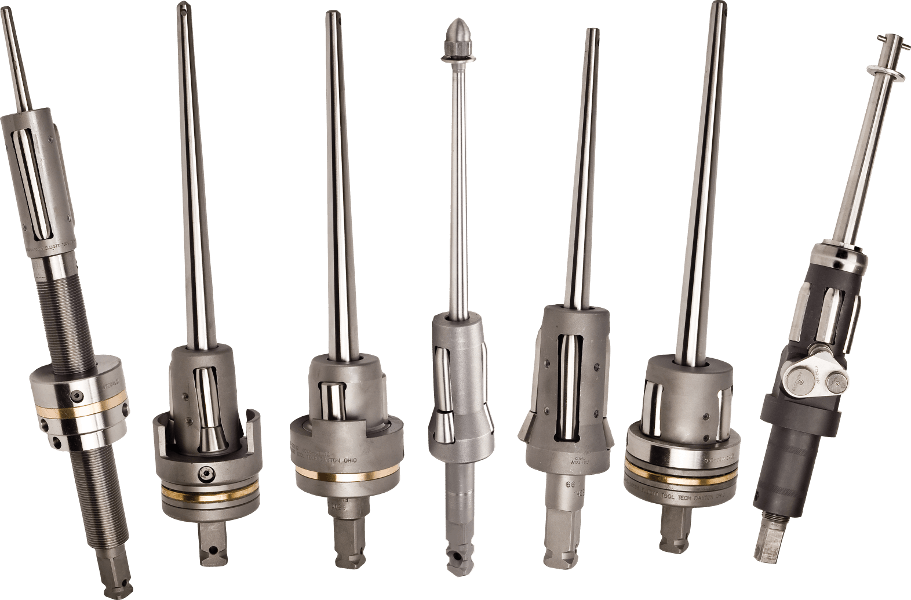
Heat Exchanger Boiler Tube Installation Tools

Boiler Tube 80 Weld Head Welding Technology New Construction Welders

Boiler Retrofit Universal Plumbing And Heating Boiler Boiler Repair Steam Boiler

How Boiler Pipe Is Manufactured Material Specification Types And Sizes

The Advantages Of Steel Tube Steel Metal Steel Stainless Steel Balustrade

Swaged Boiler Tube Fabricated Sales

Asme Sa 192 Tube Astm A192 Boiler Tubes Sa 192 Material Price List

Boiler Tubes Furnace Tubes Heat Exchanger Tubes

Reheater Tubes Superheater Tubes Boiler Tube China Guanyu Stainless Steel Tube

Pin On Stainless Steel Pipes

Why Boiler Explosion Causes So Much Damage Steam Boiler Boiler Explosion

What Is The Difference Between Pipe And Tube

Sa213 T12 A213 T12 Material Sa213 T12 Boiler Tube Supplier

Rbc 2 Jpg Boiler Steam Boiler Power Plant

Asme Sa 214 Tubes Vs Asme Sa 179 Tubes A179 A214 Tube Supplier

Steam Engine Plans With Boiler Google Zoeken Steam Boiler Steam Generator Boiler

Asme Sa210 A1 Boiler Tubes Astm A210 Grade A1 Carbon Steel Boiler Tubing Supplier In India

Tube Inserts And Pipe Ferrule Used In Heat Exchangers Tubes Boilers

Steam Boiler Tube Failure By Caustic Gouging Chardon
Source : pinterest.com
